Hope’s Windows
Custom Window & Door Products
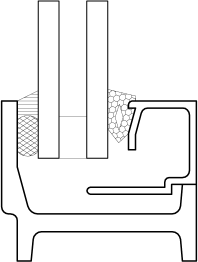
Designed for projects with expansive glass façades, this series minimizes sightlines and reduces bulk without compromising structural integrity. Combines the benefits of both our Landmark175 and Jamestown175 profiles for operable windows and doors.
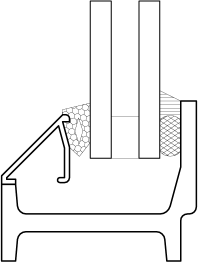
Ideal for projects requiring oversize windows and doors with narrow sightlines. This series offers special operating types such as top hung or pivoting windows and is certified for use in special applications such as hurricane resistance.
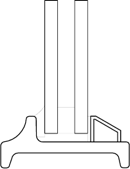
Ideal for projects calling for classic solid steel windows and doors with slender sightlines. This series offers an even narrower sightline for operable windows and doors than our Jamestown175 Series.

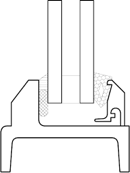
Designed for projects calling for classic solid steel windows and doors with old world style three-point casement, or arrow-shaped, profiles. This distinctive profile with its very narrow framing mimics the old world style of the earliest steel windows.
Designed for projects requiring replication of historic steel windows and doors with arrow-shaped profiles. This distinctive profile with its very narrow framing mimics the look of the earliest residential steel windows and historic industrial designs.
Designed for projects requiring historic replication of exterior putty-glazed steel windows and doors. The unique profile and narrow sightlines are ideal for new construction as well as replacement projects.
Offers the ageless beauty of solid bronze with the elegant sightlines, durability, and meticulous manufacturing techniques synonymous with all Hope’s products.
Ideal for special operations such as pivot, lift-slide, or slide-fold. These windows, doors, and skylights are custom formed from heavy gauge steel and complement Hope’s traditional hot-rolled steel products by providing the greatest latitude for design flexibility and hardware options.
These windows, doors, and skylights are custom formed from heavy gauge bronze and complement our traditional hot-rolled bronze products by providing the greatest latitude for design flexibility and hardware options.